T. O. 1-1A-9
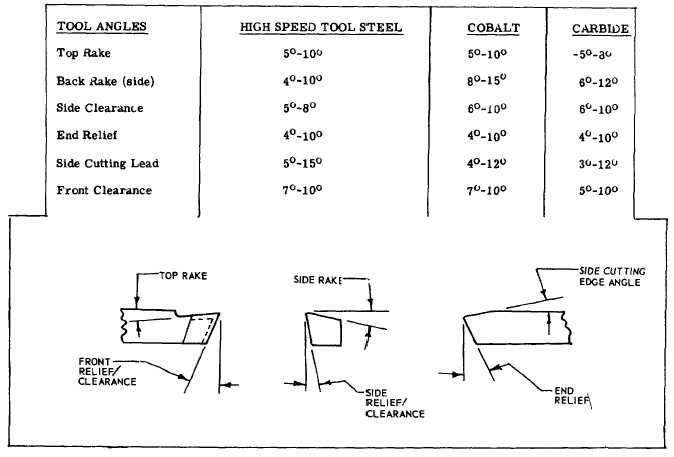
TABLE 2-9. TOOLS ANGLES - TURNING.
NOTE
In grinding chip breakers, allow for chip to clear work or rough finish will result.
2-88. The softer condition of stainless is not necessarily the easiest to cut. It in generally preferable that material be
moderately hardened (Brinell 200-240) for best machining. Another factor requiring consideration in machining stainless
is high co-efficient of thermal expansion which will necessitate adjusting (slacking off) centers as material heats up.
2-89. The recommended cutting speeds, tool angles and feeds for turning corrosion restating steel are cited in Tables 2-
8 and 2-9.
2-90. MILLING CORROSION RESISTING STEEL. The same general procedures/equipment are used id working
stainless as those used with carbon steel. However, more power and rigid support of tool is required to accomplish
cutting due to inherent strength \and toughness of the various stainless alloys.
2-91. In milling the corrosion restating steel, difficulty will be experienced from heat build-up. Heat conduction of the
chromium-nickel grades is about 50% slower than the carbon steels. This problem can be controlled in moat cases by
adjusting cutting speeds, tool angles, method of grinding, and use of proper lubricants in adequate quantities. In close
tolerance work, controlling of heat build-up is of utmost importance to meet dimensional requirements.
2-73