T.O. 1-1A-9
TABLE 4-16. WELDING RODS FOR JOINING CAST TO CAST ALLOYS (CONT'D).
CODE = 1=Same as for Table 4-14
2=Same as for Table 4-14
X=Same as for Table 4-14
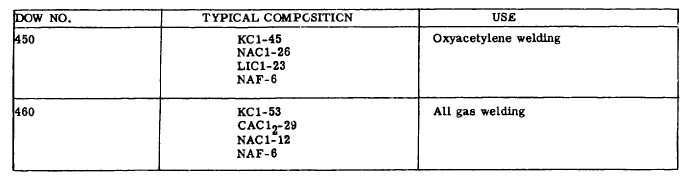
TABLE 4-17. WELDING FLUXES FOR MAGNESIUM.
Dow 450 has excellent characteristics with acetylene gas but may cause more pitting of the head than Dow 460. If the
beak is not to be ground flush or if bead appearance is important, Dow 460 with its lessened ease of welding should be
used with acetylene gas.
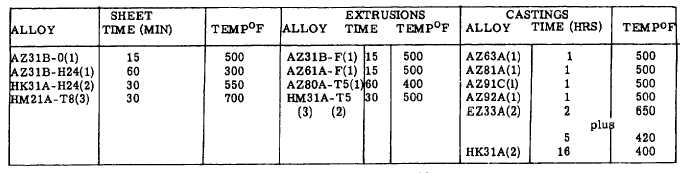
TABLE 4-18. STRESS RELIEVING ARC WELDED MAGNESIUM.
CODE (1) = Requires these alloys to prevent stress corrosion cracking.
(2) = Requires these alloys to obtain stress free assembly.
(3) = 80-95% stress relief obtained in all alloys except HM21A-T8 and HM31A-T5 where about 50% stress relief is
obtained.
5.
Weld broken pieces from the center of the break to the outside edges. Do not let the arc dwell too long in
one area as weld cracking can result.
6.
Use a foot control to fade out the arc gradually to prevent cracking which can occur with sudden arc stops.
7.
Reheat treat or stress relieve as applicable in accordance with Table 4-8 or Table 4-18.
4-62. Arc weld joining of wrought parts to castings is done using the appropriate welding rods (See Table 4-15) and the
following method:
a.
Taper the edges of heavy casting sections to the thickness of the wrought sheet or extrusion. Use Figure 4-2 as
a guide for edge preparation.
b.
Preheat the casting if desired but it is not required.
c.
Direct heat principally upon casting during welding.
d.
For maximum properties the castings should already be in the heat treat condition desired since further heat treat
of the joined assembly will decrease the wrought material's properties. Stress relieve per Table 4-18 if desired, using the
lower of the temperatures recommended for relieving the two different components.
Change 13
4-29