T.O. 1-1A-9
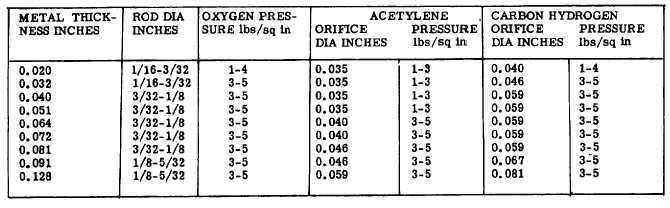
TABLE 4-13. GUIDE TO REGULATION OF GAS WELDING EQUIPMENT.
4-58. The second step is to join the edges using a suitable rod and flux, (See Table 4-14 and 4-17.) Adjust the torch
flame to a neutral or slightly reducing (carburizing) flame with a ¼ "tip or slightly feathered tip when the oxygen pressure
is reduced. If the part is a casting or other large item, it may require preheating in an oven or by torch application to
about 650°F. Temperature indication may be determined by use of a hand pyrometer, temperature indicating c rayon or
by observing the color change in mark made on the part with blue carpenter chalk. When the chalk becomes white, a
temperature of600F is indicated. Thin wrought material requires no preheating. Fan the flame over a small area of the
surface to slowly heat it, then as the metal begins to melt, dip the rod into the puddle until sufficient molten metal is
obtained. Keep the rod in the outer flame, dipping it into the puddle as more metal is needed. Continue the process,
moving the flame ahead as rapidly as possible in a straight line, keeping the torch inclined at a 45
angle to the surface.
Magnesium, aluminum, zinc alloy castings, should be stress relieved, after welding, in a 5000° oven for 1 hour or by
torch heating the entire part to about 650 then still air cooling, Welding of castings is covered in more detail in
paragraph 4-60.
4-59. The final step to complete a gas weld is to properly clean it. Immediately after welding clean the seams with a stiff
bristle brush and plenty hot water. Follow this by a 1 minute bath in a chrome pickle solution of 24 ounce nitric acid, 24
fluid ounce sodium dichromate and enough water to make a gallon (Type I, MIL-M-3171). Any amount of the solution
maybe pre-pared in these proportions. Wash in running cold water then boil for two hours in a solution of 8 ounces
sodium dichromate to one gallon of water. Rinse, dry and apply appropriate finish.
4-60. Castings are welded for two reasons; (1) to join them to wrought metal during assembly work and (2), to repair
broken or cracked sections or parts providing the damage is not in highly stressed area and that government
specifications permit the particular repair. Gas tungsten-arc welding is preferred for such welding although emergency
field repair of a casting may be done by gas methods. There are several important factors to know before casting
welding is attempted, i.e., alloy composition, heat treatment, section size and complexity and weld location relative to
expansion and contraction effects. If alloy designation or type is not known, a chemical or spectrographic analysis of
composition should be made so proper welding technique and material can be used. For the same purpose, the basic
heat treat condition of the part is required.
4-61. GAS TUNGSTEN-ARC REPAIR WELDING IS ACCOMPLISHED AS FOLLOWS:
1.
Strip casting of paint, remove any pickle treatment from broken edges with steel wool or power stainless
wire brush.
2.
Clamp broken pieces in place and bevel the fractured edges (or the crack edges if only cracked) as shown
for wrought welds in Figure 4-2. Preheat in accordance with Table 4-20 using furnace or local torch heat.
3.
Weld immediately after preheating. Reheat when casting temperature drops below 650
F.
4. Use medium size weld beads.
4-27