T.O. 1-1A-9
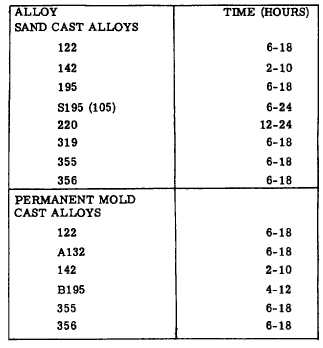
TABLE 3-9. SOAKING TIME FOR SOLUTION
TREATMENT OF CAST ALLOYS.
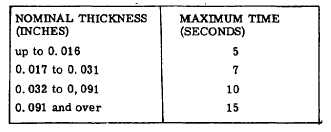
TABLE 3-10. RECOMMENDED MAXIMUM
QUENCH DELAY, WROUGHT ALLOYS (FOR
IMMERSION TYPE QUENCHING).
NOTE
Quench delay time begins at the instant furnace
door begins to open or at the instant any portion of
a load emerges from a salt bath and when last
portion of the load is immersed in the (water)
quench tank. The maximum quench delay may be
exceeded (usually confined to large sections or
loads) if temperature will be above 775° F when
quenched.
3-51. HEAT TREATMENT.
3-52. PRECIPITATION (ARTIFICIAL AGE) HEAT
TREATMENT. Precipitation heat treatment of many
aluminum alloys is necessary to obtain the required
properties. Heating of some aluminum alloys bare or
alclad at an elevated temperature, but well below the
annealing temperature, after solution heat treatment will
result in tensile and yield strength well above those
obtained by room temperature aging. The above will
also apply to alloy 2024. However, this process will
reduce the elongation factor of the material and
increase resistance to forming. Therefore, most forming
operations should be performed prior to this stage of
treatment.
3-53. Mechanical properties obtained from precipitation
(aging) are dependent on the amount of cold work
present in the material at the time of aging. The
selection of materials for various uses will therefore be
governed by the severity of the cold work to be
performed, strength and condition of the material
required.
3-54. Annealing or solution heat treating will remove
any properties developed as a result of cold working the
material. Subsequent heat treatment and aging of
annealed material or aging of solution heat treated
material will result in T-6 condition, provided the
material is Mot cold worked prior to aging. The higher
strength conditions can only be obtained by a controlled
amount of cold work prior to aging. Conditions T-81 or
T-86 would necessitate a cold work percentage of
approximately 1% for T-81 and 6% for T-86 after
solution heat treated and prior to aging.
3-55. Field accomplishment of the cold work required to
produce the higher strength conditions is considered
impractical. This is due to the amount and types of
equipment necessary to stretch or roll the material in
order to produce these conditions.
3-56. HEAT TREATING EQUIPMENT . Equipment and
heating media used are divided into two distinct groups.
They are liquid baths and controlled atmosphere. Either
method has certain advantages over the other and it
generally is advisable to weigh the advantages desired
and consider environmental conditions.
3-21