T.O. 1-1A-9
3-17. When heat treating ('lad sheet material. the size and spacing of the load will be arranged to permit raising to the
hcat treatment temperature range in the minimum time The mixing of different thicknesses of clad material when
charging heat-treatment furnaces will be avoided, ill order to help prevent diffusion of the cladding, especially in the case
where very thin to thick materials are involved.
CAUTION
Heat-treating operations will be performed on the complete individual part or piece of material
never on a portion only. This should be accomplished in such a manner that will produce the
utmost uniformity. Maximum quench delay for immersion quenching is shown by Table 3-10.
3-48. Wrought alloy products may be quenched using high velocity, high volume jets of cold water where the parts are
effectively flushed in a specially constructed chamber, provided that the parts will pass the corrosion test set forth in
Specification MII,-H6088, Metal Specification and the mechanical property requirements of the applicable material
specification.
3-49. Castings and forgings quenching. Casting should be quenched by total immersion in water at 150° to 212° F.
Forgings should be quenched by total immersion in water at no more than 180° F. Forgings and impact extrusion
supplied in T41 or T61 should be quenched in boiling water. However, if conditions warrant castings or forgings may be
quenched by complete immersion in cold water.
3-50. Small parts such as rivets, fasteners, washers, spacers, etc., should be quenched by dumping into cold water.
CAUTION
Rivets, fasteners, washers and other small parts which have been anodically oxidecoated
should not be heat treated in direct contact with molten salts or more than 5 times by this
medium.
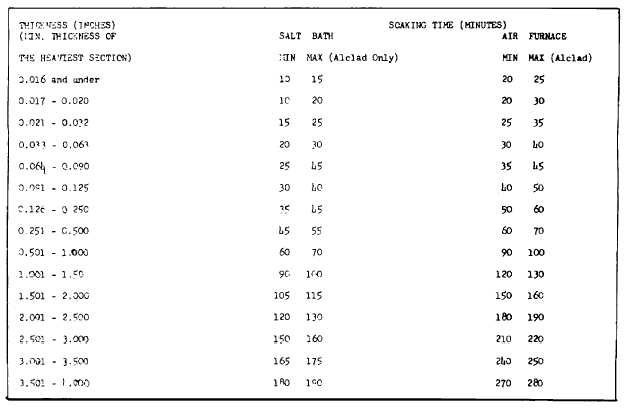
TABLE 3-8. SOAKING TIME FOR SOLUTION HEAT TREATMENT OF ALL WROUGHT PROOUCTS.
3-20