T.O. 1-1A-9
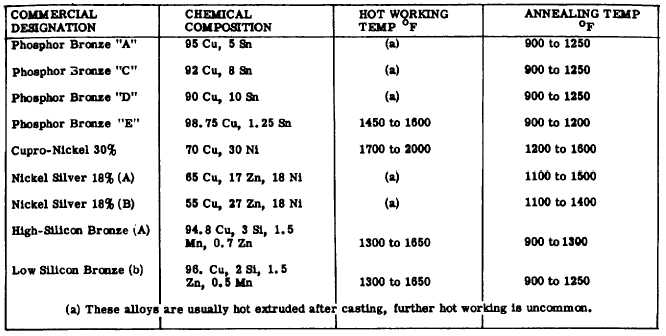
TABLE 6-2. HOT WORKING AND ANNEALING TEMPERATURES FOR COPPER AND WROUGHT COPPER
ALLOYS. (CONTD)
6-11. Typical Engineering properties of alloys 170, Specification QQ-C-530 and 172, Specification QQ-C-533 are cited
in Table 6-5.
6-12. HEAT TREATING PROCEDURES AND EQUIPMENT REQUIREMENTS.
NOTE
MIL-H-7199, Heat Treatment of Wrought Copper-Beryllium Alloys, Process for (Copper Alloy
#'s 170, 172 and 175), will be the control document for heat treatment of wrought copper-
beryllium alloy, #'s 170, 172 and 175. For complete description of heat treat requirements for
these alloys, refer to the latest issue of MIL-H-7199.
6-13. Furnaces for solution heat treating of copper beryllium items/parts may be heated by electricity, gas or oil, with
either controlled gas atmosphere or air (static or forced), used in the chamber, continuous or induction types. Molten salt
baths shall not be used because of corrosive attack of beryllium alloys by the molten salts at solution heat treatment
temperatures. Air atmosphere furnaces shall not be used when the loss of material due to excessive scaling is
detrimental to the finished part.
6-14. The furnace alloy shall be capable of maintaining a temperature in working zone with a normal load, of 20°F for
solution heat treatment, or 5F for aging, or precipitation heat treatment. In addition, the temperature in working zone
shall not vary above the maximum or below the minimum specified for the alloy being treated, during the holding portion
of the treatment cycles (See Table 6-6).
6-15. SOLUTION HEAT TREATMENT COPPER BERYLLIUM. Normally solution heat treatment is not required
because the material is furnished in a condition suitable for accomplishing forming operations and then precipitation heat
treating. An exception is when the material has been rendered unsuitable for precipitation or age hardening as result of
(i) welding, brazing or other fabrication operations or when (b) cold working requirements demand intermediate softening
(annealing) treatment.
6-16. The solution heat treatment temperatures for alloys 170 and 172 shall be 1425° to 1460°F. The time the material
is held at the temperature will determine the potential properties of the material. Insufficient time will make it impossible
to achieve maximum strength after precipitation hardening, while excessive time may cause grain growth with attendant
harmful possibilities. Once the parts are brought up to temperature it is recommended that material be held at
temperature for I hour per inch of thickness. For parts less than 1/2 inch in thickness, 1/6-1/2 hour may be sufficient.
Test sample should be used to determine specific time or if laboratory facilities are available an examination of
microstructure will confirm the adequacy of the time selected. The part/material should be rapidly (10 seconds or under)
quenched in water from the annealing temperature. An agitated quench should be used. Some oxidation will occur as a
result of the annealing temperatures and it should be removed by pickling or other suitable cleaning process.
6-17. PRECIPITATION OR AGE HARDENING. Appreciable changes can be produced in both mechanical and physical
by this treatment. The actual changes can be controlled by the time and temperature of hardening. Table 6-6 gives
times and temperatures for o0btninr various tempers.
Change 9 6-9