T.O. 1-1A-9
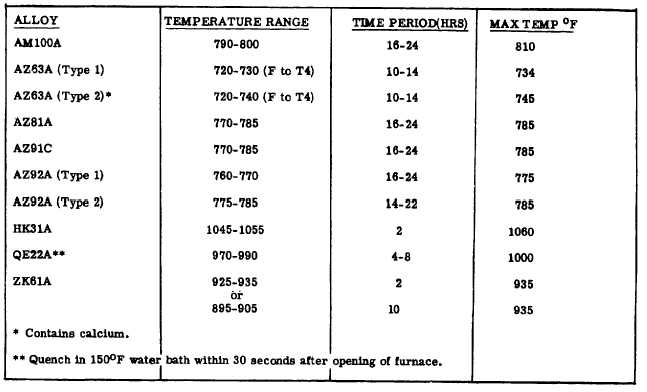
TABLE 4-8. SOLUTION HEAT TREATING TEMPERATURES AND HOLDING TIMES.
4-42. Annealing of magnesium alloys is accomplished to relieve internal stresses, generally resulting from forming
operations; soften the material for forming; improve the ductility; and/or refine the grain structure. The alloy is heated to
the proper temperature, soaked or held at that temperature for a specified time and cooled to room temperature. The
desired effects are gained by controlling the temperature, hold time and cooling medium exposure. Avoid excessive
time at temperature to prevent unwanted grain growth. Conversely, no attempt should be made to shorten the time at
temperature and overall annealing time by increasing the temperature, since elements of the alloy subject to melting
points lower than the alloy itself can go into solution.
4-43. HEAT TREATING PROCEDURES. Placing of articles to be treated in the furnace, (generally referred to a
charging the furnace), should not be done in a haphazard fashion. Individual pieces should be racked or supported to
prevent distorting without interfering with the free flow of the heated atmosphere around the article. Distortion or warping
can occur due to the semi-plastic qualities of the alloy at the furnace elevated temperatures during solution heat treat.
Distortion is not a particular problem during precipitation or stabilization treatment or annealing. However, it is good
practice to handle magnesium alloy articles with care at all times under elevated heat conditions. In the case of
complicated formed parts, it may be necessary to utilize a specially contoured jig or fixture to adequately protect the
design contour of the item at high temperature.
4-44. Cooling after treating is accomplished in either still or blast air, depending upon the alloy. The one exception is
alloy QE22A which is water quenched. The water should be at 150
F temperature.
4-45. ALLOY GENERAL CHARACTERISTIC INFORMATION.
4-46. In the following paragraphs are brief summaries of the general characteristics of the various alloys.
a.
AM100-A Used in pressure tight sand and permanent mold castings with good combination of tensile strength,
yield strength and elongation. Solution heat treat in 0.5% SO2 atmosphere 20 hours at 790F; cool in a strong air blast.
Partially artificial aging -12 hours at 325F; cool in still air. Completely artificial age 5 hours at 450F; cool in still air or
oven. Aging increases basic yield strength and hardness and decreases toughness and elongation.
4-18