T.O. 1-1A-9
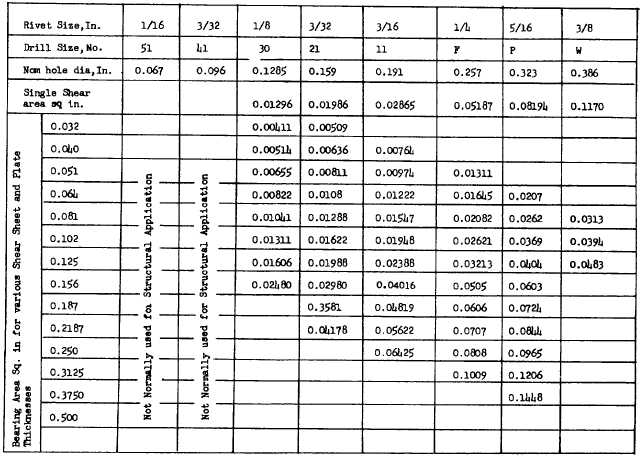
TABLE 3-21. STANDARD RIVET HOLE SIZES WITH CORRESPONDING SHEAR
AND BEARING AREAS FOR COLD DRIVEN ALUMINUM ALLOY RIVETS.
The slower cutting speeds can be overcome to some
extent by securely anchoring the work to the machine
and using heavy rough cutting feeds. The tools used for
rough cut should be (round nose) of heavy construction
and properly ground to operate efficiently. Rough cut
tools should be ground with moderate amount of rake to
provide maximum cutting edge support. Finish tool
should have more top rake and an extra large amount of
side rake. Finishing tool shall be used with fine feeds
only due to the additional side and top rake (finish cut
should not exceed 0.018 inch).
3-190. Most cutting operations by shaping and planing
can be accomplished without cutting fluids, however fine
finishing
can
be
improved
by
lubrication..
Recommended
cutting
compounds
are
kerosene,
mixture of 50-50 lard-oil and soluble oil.
3-191. Tables 3-26 and 3-27 cite suggested turning
speeds, tool angles and feeds. Secure clamping of work
is re-emphasized especially when heavy cutting feeds
are to be used.
3-192. DRILLING ALUMINUM ALLOY . Standard type
twist drills may be used satisfactorily for many drilling
operations in aluminum alloys. However, better results
can be obtained with improved designed drills where
soft material and drilling of thick material or deep holes
are involved. These drills are usually designed having
more spiral twists per inch (see Figure 3-2). The
additional spiral twist gives more worm action or force to
drill causing the drill to cut/feed faster and is helpful in
removing chips, especially in deep hole drilling
operations.
3-193. Generally a drill for a given job should be
selected according to the thickness, type alloy and
machine/drill motor to be utilized. The following is a
general
guide
for
the
selection
of
drills
and
recommended speeds:
(a)
Drill press.
Point Angle: 118-140 for general work and 90°-120°
for high silicon.
Spiral Angle: 24-28 for thin stock and medium depth
holes up to 6 times drill diameters, 24°-48° for deep
holes over 6 times drill diameter.
3-46