T.O. 1-1A-9
Joggle run out or length as a normal rule should be three times the depth of the joggle for the medium strength alloys
(2024, 2014, etc.) and approximately four times the depth for the higher strength alloys (7?75, 7178, 7079 etc). Where
deep and tight jogglte are required, annealed material should be used with heat treatment to follow.
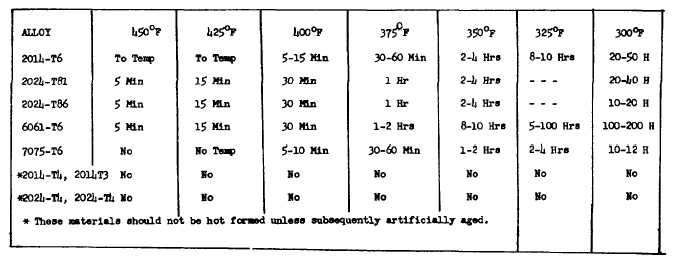
3-89. HOT-FORMING. Hot forming is not generally recommended, however, it is sometimes used where it is not
possible to form an article by other methods. Accomplishment shall not be attempted unless adequate facilities are
available to control temperature requirements. Actual formability will depend on the temperature that various alloys are
heated. The higher the temperature the easier formed. Excessively high temperature shall not be used, as considerable
loss in strength and corrosion resistance will occur. Frequent checks should be made using an accurate contact
pyrometer. Table 3-14 cites the recommended times and temperature (accumulative) for the various alloys. The losses
in strength as a result of re-heating at the temperature cited by this table will not exceed 5%. Equal formability will be
obtained with shorter periods of heating in most cases and the minimum times should be used. It should be understood
that this table cited the maximum accumulative times at cited temperature.
3-90. SPINNING. Spinning is an art and makes exacting demands upon the skill and experience of the mechanic
performing the operation. For this reason mass production of parts is impractical. However, it can be used to
advantages where only a few parts are required and to assist in the removal of buckles and wrinkles in drawn shell
shaped objects.
3-91. Forming by spinning is a fairly simple process, an aluminum disc (circle) is placed in a lathe in conjunction with a
form block usually made of hard wood; as the disc and form block are revolved, the disc is molded to the form block by
applying pressure with a spinning stick or tool. Aluminum soap, tallow or ordinary soap can be used as a lubricant.
3-92. The best adapted materials for spinning are the softer alloys i.e., 1100, 3003, 5052, 8061, etc. Other alloys can be
used where the shape to be spun is not excessively deep or where the spinning is done in stages and intermediate
annealing is utilized to remove the effect of strain hardening (work hardening) resulting from the spinning operation. Hot
forming is used in some instances when spinning the heavier gauge materials and harder alloys.
3-93. BLANKING AND SHEARING . Accurate shearing will be affected by the thickness of material, type of shear or
knife blades, condition of material, adjustment and sharpness of blades, size of cut and the relationship of the width of
the cut to sheet thickness.
3-94. Normally most aluminum alloys can be sheared ½ inch and less in thickness except for the harder alloys i.e.,
7075-T6 and 7178-T6. These alloys have a tendency to crack in the vicinity of the cut especially if the sheer blades are
dull or nicked. The above will naturally require that tooling used be designed to handle the thickness of material to be
cut. Correct clearance between shear blades is important for good shearing. Too little clearance will quickly dull or
otherwise damage the blades or knives; too much will cause the material to be burred, or even to fold between blades.
Normal clearance is from one-tenth to one-eighth the sheet thickness. Blade life will be prolonged by occasionally
lubricating. When the capacity of shear is doubtful the shear manufacturer should be consulted.
TABLE 3-14. MAXIMUM ACCUMULATRIVE REHEAT TIMES FOR HOT FORMING HEAT
TREATABLE ALLOYS AT DIFFERENT TEMPERATURES.
3-28